切换行业
切换行业

10月26日,中国汽车工程学会在其年会上发布了《节能与新能源汽车技术路线图》,包括节能汽车、纯电动和插电式混合动力汽车、燃料电池汽车、智能网联汽车、汽车制造技术、汽车轻量化技术及动力电池技术等七大领域未来15年的发展路线制定。工业和信息化部装备工业司副司长瞿国春强调,路线图为汽车产业发展指明了发展方向,明晰了重点和路径,希望成为行业一致的行动指南。
为了详细解读这份关乎中国汽车产业发展的七大路线图,报道将结合《节能与新能源汽车技术路线图》完整版,分七篇逐一介绍七大技术路线图的制定背景以及详细的发展规划。
动力电池作为能量储存装置,是电动汽车的核心部件。其性能的优劣直接影响电动汽车的市场应用和普通消费者的接受度,如安全性、能量密度、功率密度、寿命以及成本等。目前世界范围内动力电池的研发和产业化主要集中在三个区域,分别位于德国、美国,及中日韩所在的东亚地区,锂离子动力电池的生产目前也主要集中在中日韩三个国家。
从技术及产业的角度综合来看,日本在技术方面依旧领先,韩国在市场份额上超越日本占据第一位,中国的电池企业数量最多,产能最大。我国动力电池产业化聚集区域主要有四个:珠江三角洲、长江三角洲、中原地区和京津冀区域。超过100家动力电池企业开展动力电池及电池系统的研发及产业化工作,超过了1000亿产业资金投入,形成了超过400亿瓦时的年生产能力,技术研发及产业化进展显著。
在技术方面,动力电池单体和模块通过了GB/T31485安全性的要求,但电池系统的安全性有待进一步验证和提升。关键材料基本实现了国产化,单体技术水平与国外基本处于同一水平。已形成了较为完善的锂离子动力电池产业链体系,掌握了动力电池的配方设计、结构设计和制造工艺技术,生产线逐渐从半自动中试向全自动大规模制造过度。产品均匀一致性、系统集成技术、生产自动化程度,需加紧追赶。
动力电池的发展与需求
未来相当一段时期内,我国节能与新能源汽车将以普及应用插电式混合动力汽车、纯电动企业等新能源汽车为主要任务,迫切期待动力电池降低成本、提高性能。研发新型锂离子电池和新体系电池、提升动力电池智能制造水平、完善验证测试方法和标准体系,既是我国节能与新能源汽车的发展需求,也是我国动力电池发簪的关键任务,具有紧迫性。
在此背景下,将我国动力电池发展分为三个阶段:2020年,技术提升阶段。新型锂离子电池实现产业化,能量型锂离子电池单体比能量达到350Wh/kg,能量功率兼顾型动力电池单体比能量达到200Wh/kg。动力电池实现智能化制造,产品性能、质量大幅度提升,成本显著降低,纯电动汽车的经济性与传统汽油车基本相当,插电式混合动力汽车步入普及应用阶段。
2025年,产业发展阶段。新型动力电池技术取得显著进展。动力电池产业发展与国际先进水平接轨,形成2-3家具有较强国际竞争力的大型动力电池公司,国际市场占有率达到30%。固态电池、锂硫电池、金属空气电池等新体系电池技术不断取得突破,比能量达到400Wh/kg以上。2030年,产业成熟阶段。新体系电池实现实用化,电池单体比能量达到500Wh/kg以上,成本进一步下降;动力电池技术及产业发展处于国际领先水平。
技术路线图——EV电池

技术路线图——EV之新体系电池
固态电池:2020年,逐步实现固态电解质、高比能正极材料合成及三维骨架结构锂合金构建技术,实现300Wh/kg小容量单体电池样本制造。2025年,固态电池界面调控技术,实现400Wh/kg大容量单体电池样品及成组技术。2030年,固态电池推广应用。
锂硫电池:2020年,实现锂电池粉化抑制技术,碳硫电极微观结构调控,单体电池制备技术。2025年,大容量动力电池示范应用。2030年,锂硫电池推广应用。
金属空气电池:2020年-2030年,廉价氧催化材料技术开发;水系金属空气电池技术开发。在氧环境下研究有机锂电池空气电池,明确反应机理;锂电极界面保护技术开发。2020年,廉价氧催化材料技术和水系金属空气电池技术实现实用化;同时,空气环境研究锂空气电池、选择性防水隔膜技术开发、大容量单体电池制备工艺研究取得进展。
技术路线图——PHEV电池

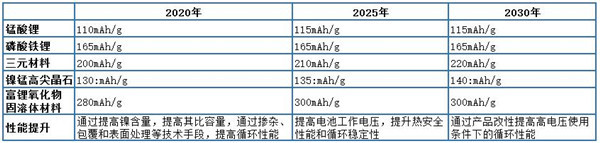
技术路线图——关键材料(正极)
高镍材料:目前,国内仅有少数厂家初步具备高镍材料生产能力,但产品性能和一致性仍需进一步提高,关键设备的技术水平和可靠性与国外差距较大。要实现突破,就要研究包覆元素种类、包覆量对材料表面残余碱含量及电化学性能的影响,确定有利于降低残余碱含量,提高材料电化学性能的最佳包覆参数组合。提高关键设备如氧气气氛焙烧设备的技术水平和可靠性。预计2020年,比容量将突破225mAh/g。
高电压材料:通过提高电池充电截止电压是提高锂离子能量密度最为直接有效的手段和方法,高电压材料需要大幅度提升安全性能和循环稳定性能。国内的生产线水平、品质控制水平仍存在较大差距。实现突破可对原材料逐批进行检查,对全工艺流程的各项工艺参数进行有针对性的管控,实现生产过程的智能化。
富锂氧化物固溶液材料:目前,该材料的电压衰减快、倍率性能差、循环稳定性差等因素限制了其广泛应用。通过对层状富锂氧化物固溶体材料表面进行多种金属协同包覆,隔绝电解液对材料表面结构的侵蚀;通过对材料进行体相的高价金属掺杂,提高材料首次充放电效率,减少副反应的发生。
技术路线图——关键材料(负极)
石墨材料:我国石墨类材料的性能/价格比方面已经较日本的日立化成、三菱化学、日本碳素、JEF、昭和电工等具有优势,石墨负极的供应主要是中国企业,日本企业在材料改性方法和品质和控制方面各具特色。下一阶段的目标是进一步提升逆容量和压实密度,并降低成本。这需要表面包覆等技术提高材料加工性能和电化学性能,加强生产过程中材料的一致性和稳定性控制能力。
无定型碳材料:从产品理化参数等指标看,国内企业和国外先进企业相比,产品的性能相当。材料的主要缺陷需要改进,关键工艺技术如表面改性、材料结构调整等需要攻克。下一阶段,要通过包覆和掺杂等方面提高首次效率,并优化生产工艺逐渐降低成本;软碳发展趋势主要采用掺杂、修饰等改性处理,提高其比容量和首次效率。
硅碳材料:目前,国内外不少负极材料生产企业均已开始布局硅碳负极的开发与商业化,但大部分处于研究阶段和小规模批量化生产阶段。主要在于关键工艺技术如纳米化技术、材料结构构筑等需要进一步提高。下一阶段目标,在保持高比容量的前提下,进一步提高其库伦效率、循环性能,并逐步降低成本。

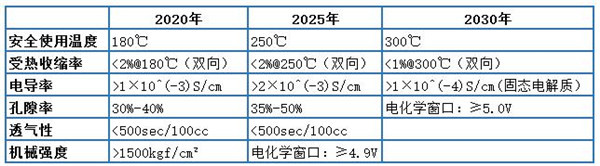
技术路线图——关键材料(隔膜)
2020年,高品质PE隔膜、PP隔膜的规模化生产,高品质陶瓷图层隔膜的规模化生产及相关装备的国产化,新型高安全性隔膜的示范生产。2025年,高安全性复合隔膜的规模化生产;锂离子导电涂层复合隔膜的产业化,耐高压隔膜的产业化。2030年,高安全性、耐高压的高性能隔膜规模化生产;固体电解质的产业化。
技术路线图——关键材料(电解液)

技术路线图——回收
2015-2020年,从人工拆解过渡到自动化拆解,研发自动化拆解设备,提高回收材料性能,镍、钴、锰材料回收率达到90%以上;开发锂回收产业技术,实现收益;研发石墨回收技术,突破资源再生。
2021年-2025年,自动化拆解技术突破,向电池回收工业2.0的方向迈进,实现全面自动化。拆解技术智能化,拆解过程物料分选率达到80%。研发改性动力极正极材料,提高回收材料性能,镍、钴、锰材料回收率达到95%以上。改进锂回收技术,使锂回收率达到90%以上,实现石墨回收全自动产业化。
2026年-2030年,智能化拆解,实现低损耗、低投入、高效率,实现智能化操作,拆解过程物料分选率到95%。镍、钴、锰材料回收率达到99%以上。开发正极和负极材料联合回收技术,实现电池-使用-回收再生-电池循环体系。打造智能化、高效率、低成本锂回收生产线,实现石墨回收利用率达95%以上。
技术路线图——梯次利用
监控技术:优化完善动力电池运行状态监控系统,实现省级区域在用车辆动力电池的实时监控。提升监控系统准确度和适用性,实现全国在用车辆动力电池的实时监控。建成完善、准确的在用新能源汽车动力电池监控系统,实现监控平台完全整合。
评估技术:开启、完善动力电池健康状态分析工具和模型,快速、高效评估动力电池状态。
分选技术:开发、完善动力电池电芯分选技术,创建动力电池分选方法,提高分选效率,实现动力电池无损、高效、自动化分选。
成组集成技术:开发动力电池单体性能一致性修复技术,实现同一类别动力电池模块标准化设计。构建全自动、高效的动力电池成组集成技术,良品率高。实现动力电池模块全部标准化设计,建立标准化梯级利用电源系统。
效益分析:创建再利用效益初步分析方法,构建动力电池梯级利用示范工程。完成再利用场景分析,构建动力电池梯级利用盈利模式。拓展新的再利用场景,提升梯级利用效率。



 正在加载...
正在加载...